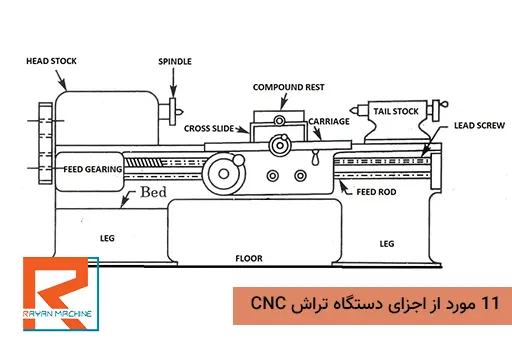
ماشین تراش سی ان سی دستگاه ماشین کاری محبوبی است که از یک قطعه کار چرخان با سرعت بالا و یک ابزار برش نصب شده بر روی پایه ابزار (تارت) که می تواند در امتداد محور X و Z حرکت کند تشکیل شده است . از این ماشین ها می توان برای انجام عملیات های مختلفی مانند تراشکاری، سوراخ کاری، رزوه زنیو … استفاده کرد.
با این حال، عملیات های مختلف به ابزارهای متفاوتی نیاز دارند و تغییر ابزار برای هر عملیات، زمان چرخه را افزایش می دهد. با استفاده از تارت (Turret)در ماشینهای تراش CNC میتوان با کاهش زمان چرخه بر این مشکل غلبه کرده و بهره وری را افزایش می دهد.

در این مقاله، به طور مفصل در مورد ابزار Turretماشین تراش، قطعات، ویژگی ها و انواع آنها صحبت شده است.
ماشینهای تراش سنتی دارای یک ابزار برش هستند که میتوان از آن برای انجام یک عملیات ماشینکاری خاص با حرکت دادن آن در امتداد محورهای تراش استفاده کرد و در نتیجه زمان تعویض ابزار را افزایش و بهرهوری فرآیند را کاهش میدهد.
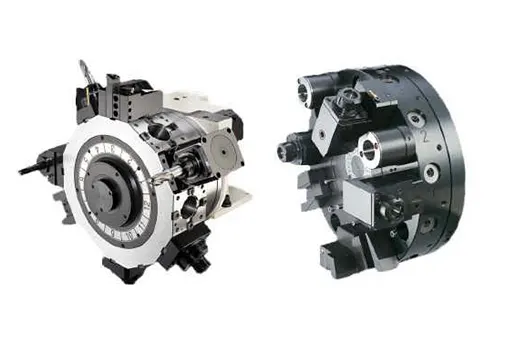
دستگاه تراش مجهز به تارت یک نسخه اصلاح شده از تراش های فلزی سنتی است که در آن ستون ابزار با یک تارت تفنگ مانند جایگزین می شود که می تواند حول محور عمودی خود بچرخد. به طور کلی، Turret دارای 6 الی 24 ابزار برش است که می توان از آنها برای انجام چندین عملیات ماشینکاری در یک فرآیند استفاده کرد.
تارت یک ابزار نگهدارنده چند ضلعی است که می تواند حول محور عمودی یا افقی خود بچرخد و بر روی یک زین نصب میشود. هر وجهی از Turret دارای چهار سوراخ کوبیده شده است تا اتصالات را ثابت کند. این تارت (turret) می تواند تا شش ابزار را در خود جای دهد و می توان آن را برای دسترسی به ابزارهای مورد نیاز برای عملیات های مختلف ماشینکاری مانند چرخش، حفاری، خنجر کردن و غیره چرخاند.
علاوه بر این، زین را می توان در امتداد محور افقی حرکت داد تا ابزار برش به سمت قطعه کار پیش برود. به عنوان مثال، چرخاندن(Turning) و ضربه زدن(Tapping) به یک سیلندر آلومینیومی توخالی به دو ابزار برش متفاوت برای تکمیل فرآیند ماشینکاری نیاز دارد. در این حالت برای انجام عملیات تراشکاری از ابزار تراشکاری استفاده می شود و سپس می توان تارت را چرخاند تا به ابزار ضربه زدن دسترسی پیدا کرده و عملیات ضربه زدن را انجام دهد.
تفاوت ابزار VDI و BMT درتارت ماشینهای تراش :CNN


برای ماشین های تراش سه و چهار محور، طیف گسترده ای از ایستگاه های ابزار VDI و BMT برای قرار دادن ابزارهای چرخشی 6000 تا 12000 دور در دقیقه موجود است. این نوع ابزارسازی معمولاً به عنوان ابزار زنده نامیده می شود. برخی از ایستگاه های ابزارهای زنده دارای یک قطار دنده داخلی به نام دوبلور برای افزایش سرعت چرخش ابزار برش هستند. نگهدارنده ابزار ثابت، نگهدارنده ابزار محرک و سر زاویه نیز می تواند در تارت تراش استفاده شود. برای ظرفیت ابزار اضافی، تارت های نیمه شاخص اختیاری می توانند 24 ایستگاه (12 ایستگاه برای چرخش و 12 برای ابزارهای چرخشی زنده) فراهم کنند. ماشینهای سوئیسی از جا ابزارهای کوچکتری استفاده میکنند و ابزارهای بیشتری را در خود جای میدهند. برخی از ماشین های سوئیسی تارت های ابزار با 60 ایستگاه را ارائه می دهند.
بررسی تارت VDI:
در VDI محل اتصال هودر به طبلک تارت توسط یک شفت دندانه دار میباشد و مکانیسم قفل شدن هولدر توسط فشار است. باز و بسته کردن هولدر از روی تارت توسط یک پیچ آلن با یک دور چرخش انجام میگیرد. لذا در این سیستم VDI خیلی سریع و بدون تامل در جاهایی که نیاز به تعویض زیاد هولدر است سریع ترین راه حل را فراهم می کند . نحوه انتقال قدرت در ابزار های چرخشی (زنده) در این نوع تارت توسط یک شفت هزار خار میباشد و این سیستم عملکرد بهتری در سرعت های بالا و نسبتا ضعیف در قدرت بالا دارد . شاید VDIدر صنعت ماشین تراش طرفدارهای بیشتری داشته باشد اما BMT نیز به همان اندازه کاربرد دارد . اکثر ماشین ساز ها هر دو را با توجه به کاربرد دستگاه تامین می کنند .
بررسی تارتBMT :
در صورت نیاز به استفاده از دستگاه های سنگین تراش، تارت BMT مناسب است ، چرا که مستحکم تر و ایمن تر است و قدرت بالایی در ماشینکاری ایجاد میکند.BMT مخفف (BOLT-ON MOUNTED TURRET ) است. ابزار گیر (هولدر) در تارت BMT به طور محکم روی طبلک تارت بهوسیله ۴ عدد پیچ سوار می شود و باکمک ۴ عدد خار قفل کن که در صفحه تارت وجود دارد ایمنی نسبت به تارت VDI افزایش مییابد. این خارها موجب میشود تا دیگر نیازی به فیکس کردن دقیق ابزارگیر وجود نداشته باشد و هنگام بستن هولدر روی تارت موقعیت آن همیشه ثابت است. در این حالت چون هولدر توسط چهار عدد پیچ به طبلک تارت بسته میشود، باز و بسته کردن آن نیازمند زمان بیشتری است، در نتیجه تارت مدل BMT در دستگاه هایی که بطور مداوم نیاز به تعویض هولدر ها داریم عمکرد مناسبی ندارند و سریع نیستند. همچنین محل انتقال نیروی چرخشی در ابزارهای چرخشی بطور خار مستطیل شکل است که باعث میشود آستانه تحمل نیرو بالاتر باشد ولی در سرعت های بالا، بطور مثال در قلاویز کاری، عملکرد مناسب و دقیق را ندارند.


نکاتی در انتخاب و خرید ابزار تارت در ماشین تراش CNC :
یکی از ملاحظات مهم هنگام خرید ماشین تراش سیانسی مربوط به ابزار است. تعداد ایستگاه ها در تارت ابزار باید برای تعداد ابزارهای مورد نیاز برای ساخت قطعه خاص کافی باشد. اکثر ماشین های تراش دارای یک تارت 10 یا 12 حالته از DRUM-TYPE هستند که قادر به استفاده از جا ابزارهای پیچ و مهره ای هستند
انتخاب بین ابزار VDI یا BMT واقعاً یک اولویت است. هر دو مزایا و معایبی دارند. استفاده از ابزار VDI کمی دست و پا گیرتر است، زیرا برای اطمینان از قرار گرفتن کاتر روی خط مرکزی، باید ابزار را مشخص کرد. با این حال، ابزار VDI می تواند سریعتر راه اندازی شود، به خصوص اگر تلرانس ها پایین نباشند. برخی از سازندگان ابزار، تنظیمات مفیدی را برای ابزارهای VDI ارائه می دهند.
کاربران بیشتری تارت های سبک BMT را ترجیح می دهند که از یک کلید زیرین برای درگیر شدن با تارت استفاده می کنند. اگر ابزار حذف شود، تعویض آن و حفظ قابلیت تکرار در موقعیت ابزار کار دشواری نیست.
ابزار VDI یا BMT در اندازه های 30، 45 و 55 میلی متری موجود است تا با اندازه کار انجام شده مطابقت داشته باشد. درست مانند انتخاب اندازه نگهدارنده ابزار در VMC، هرچه کار بزرگتر باشد و مواد بیشتری حذف شود، ابزار تراش باید بزرگتر باشد. توجه داشته باشید که در ماشین تراش سیانسی، تارت می تواند ابزارهای بیشتری را در صورت کوچک بودن در خود جای دهد.